












全封闭式防护
 上料机在安全防护设计上十分到位,其前后端均精心设置了钣金防护装置。不仅如此,卡盘移动区域、切割及下料工位,还有设备顶部,均全面采用钣金进行封闭防护。在切割作业时,产生的粉尘与烟雾被完全封锁在设备内部空间,通过配套的高效集中抽尘系统进行统一处理,确保工作环境清洁。此外,钣金防护还能有效隔绝激光辐射,避免机械运动部件对操作人员造成意外伤害,全方位保障人员作业安全。
上料机在安全防护设计上十分到位,其前后端均精心设置了钣金防护装置。不仅如此,卡盘移动区域、切割及下料工位,还有设备顶部,均全面采用钣金进行封闭防护。在切割作业时,产生的粉尘与烟雾被完全封锁在设备内部空间,通过配套的高效集中抽尘系统进行统一处理,确保工作环境清洁。此外,钣金防护还能有效隔绝激光辐射,避免机械运动部件对操作人员造成意外伤害,全方位保障人员作业安全。

极致紧凑的结构
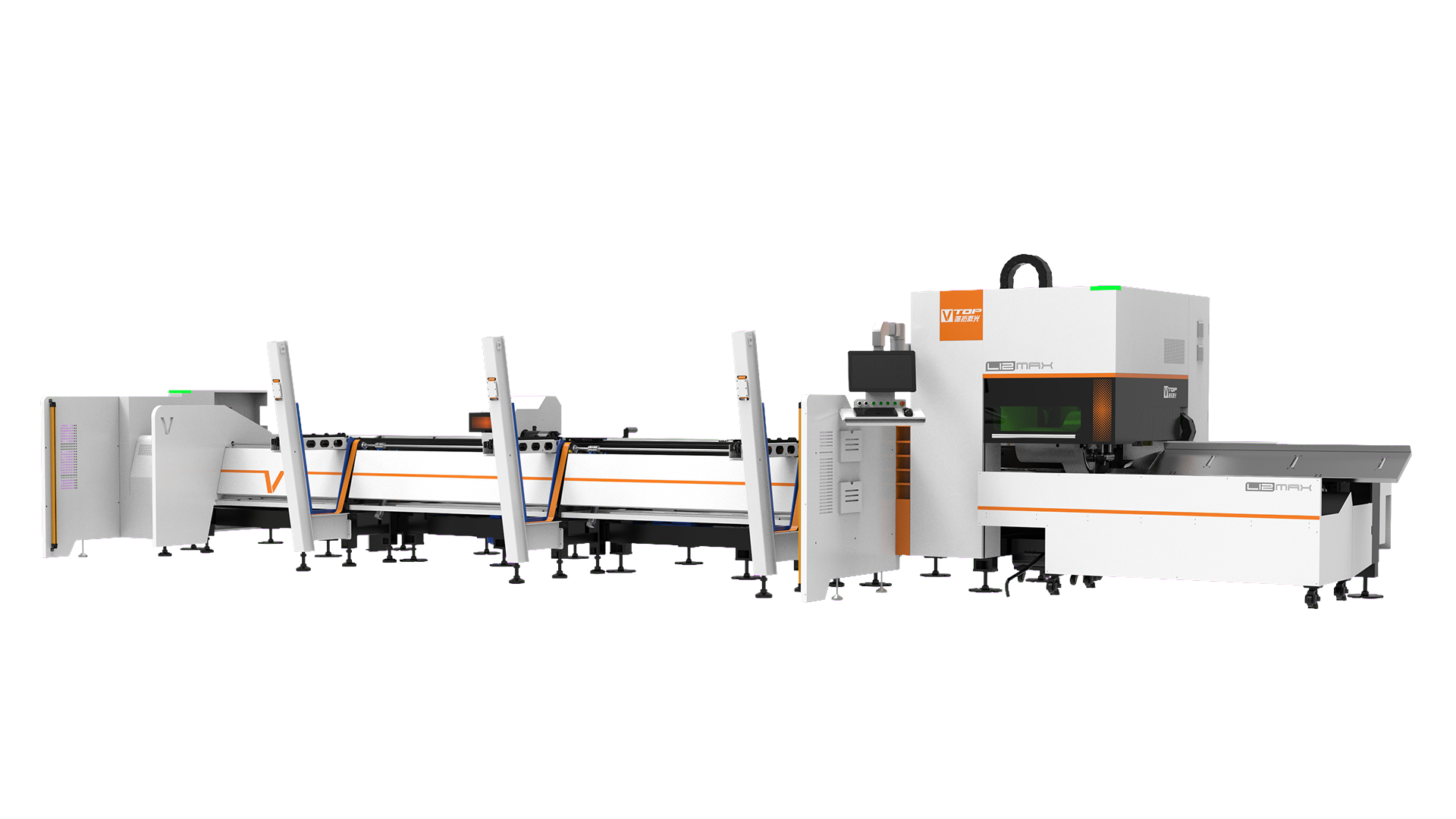
采用极致集成化设计理念,本设备巧妙集成全自动上料机、电路控制系统、光纤激光器及油气路系统等组件于紧凑而精密的空间布局内,实现整机结构的高度集约化与极致小型化。此设计不仅大幅度缩减占地面积,更有效提升空间利用率,同时赋予设备更高的布局灵活性与操作便捷性。

卓越的动态性能
最大加速度1.5g,显著提升切割整体速度和降低空移动时间,提升加工效率。最大定位速度120m/min,意味着S09在快速定位与路径切换上极为迅速,能够大幅缩短送料、空移动等非切割时间,提升整体加工的效率。最大旋转速度200r/min,不仅确保了激光切割头能够快速、灵活地移动,更在旋转空移、管材截断和复杂拐角切割等关键操作中展现出卓越的动态响应能力。

自动上料
S09全自动上料机展现出优秀的兼容性与重载性能,可高效处理长度在2000-7000mm范围内的成捆管材,最大承载量达1.0吨。该设备对管材规格的适配性优秀,圆管直径范围覆盖10至80毫米,方管边长涵盖10至80毫米,能较好地满足多样化管材规格的加工需求,有效提升生产效率和设备通用性,为小管加工场景提供可靠支持。

精密气动卡盘
卡盘采用先进的全封闭结构设计,显著降低了切割时产生的粉尘进入卡盘内部的风险,从而有效避免了因粉尘积累导致的卡盘夹持不稳或卡顿等问题。此外,其日常维护保养极为简便,大大减少了停机时间和维护成本,提升了整体工作效率。

全行程精密卡盘
S09行业首创性地搭载了真正的全行程精密气动小管专用卡盘。该卡盘凭借其独特的全行程夹持能力,能够在其夹持范围内实现任意规格管材的一键式智能夹持,无需再像传统后卡盘那样,面对不同直径的管材时需频繁更换夹持卡片进行适配。这一创新不仅极大地缩短了管材夹持的准备时间,显著提升了生产效率,更从根本上增强了设备操作的便捷性与灵活性,为用户带来前所未有的使用体验。

通孔方孔卡盘
S09的后卡盘创新性地采用了通孔式方孔卡盘设计,这一突破性设计极大地拓展了卡盘的夹持能力边界。相较于传统同规格圆孔卡盘,方孔卡盘凭借其独特的几何结构优势,实现了夹持范围的显著扩大,最大可支持90mm×90mm的方管夹持,这一规格远超同规格圆孔卡盘所能达到的63mm×63mm最大夹持尺寸,为用户提供了更为广泛、灵活的管材处理选择。通孔卡能够与全自动送料系统实现完美对接,达成切割与送料环节的无缝衔接。这种紧密配合赋予了设备上料无需等待的连续加工能力,极大地提升了生产效率。

方孔卡盘 夹持范围更大
方孔卡盘显著扩大了夹持范围,最大支持90mm×90mm方管夹持,相比同规格圆孔卡盘(最大夹持方管尺寸为63mm×63mm),夹持能力显著提升。

全行程 管材夹持更快
全新的卡盘结构设计实现了全行程自动夹持,无论切割大小管,无需人工调节卡爪位置,一键即可完成管材快速夹持,显著提升管材夹持及加工效率。

任意管型可夹持
全行程卡盘的设计使得它能够一次性夹持各种形状的管材,极大提升了工作效率和适应性。卡盘具备可调节的夹紧力功能,管材夹持可根据实际需求进行精细调整,面对薄管重管夹持也可以轻松应对。

上料端 浮动托辊支撑系统
搭载于全自动上料机内的浮动托辊支撑系统,针对方管、矩形管及旋转中心高度各异的管型,凭借伺服控制技术与系统控制的高度协同,实现了快速且精准的动态响应。该系统能够智能感知管材的旋转姿态与高度变化,自动调整支撑位置,确保托辊轮始终紧密贴合管材底部。尤其对于刚性欠佳的长管、小管,浮动托辊支撑系统能提供稳固支撑,有效抑制振动与形变,从而保障加工过程的精准性与稳定性。

下料端 浮动翻板支撑
针对旋转中心高度不同的管型,如方管、矩形管、异型管等,使用浮动支撑方案,实现高精度、高响应的动态支撑,确保管材在旋转过程中能够始终稳定可靠地得到支撑,实现精准、稳定的加工过程。

卡盘避让切割
S09前卡盘创新性地融入了自动避让切割技术,旨在最大化切割效率与材料利用率。在加工序列的尾声,其前卡盘智能地自动避让,为切割头开辟路径,使其能够灵活穿梭于前后卡盘之间,紧贴后卡盘夹持区域进行切割。这一巧妙设计将传统双卡盘切割管材时的尾料浪费大幅削减,实现了材料使用的极致优化,同时还确保了最后一根工件的切割精度。

无障碍智能下料
在传统管材切割中,采用卡盘避让功能切割最后一件工件时,常遇切割后工件卡在前卡盘内无法自动脱落、需人工取出的难题,导致设备停机,阻碍全流程自动化。S09创新设计的智能自动夹持下料系统,可在卡盘避让切割后自动启动气动夹持机构夹持工件尾部,前后卡盘回退使工件脱离束缚,随后夹持机构释放,工件自由落入收料框,实现无障碍下料,保障管材加工全流程自动化与连续性,提升效率、降低成本。

旋转操作台
旋转操作台采用灵活多向设计,支持全方位270度自由旋转,为操作人员提供了前所未有的灵活视角。这一特性不仅极大地方便了设备的调试与切割观察视角切换,还使得程序工艺的精细调整更加直观高效。

集中收集 便捷处理
配备独立工件收料框后,该区域可安全、有序地集中存放一定数量的工件。这一设计有效规避了操作人员需频繁、逐一从下料区取料并手动归位的繁琐流程,通过实现工件的批量累积,支持在达到预设数量后统一进行取料与搬运,显著减少操作频次。同时,收料框的存在还能防止切割工件无序掉落导致表面损伤,并避免因散落而无法高效收集的问题,为生产流程的顺畅运行提供了可靠保障。

轻松掌握 快速上手
柏楚TubePro切管软件以其直观友好的用户界面和强大的功能设计,成为具有更广泛用户基础的软件。

管材坡口多样性
S09智能切割控制系统结合多轴运动机床设计,赋予了设备对圆管、方管等多种管型进行复杂坡口切割的能力,包括坡口斜切、端面Y/V型坡口及管材表面圆孔、方孔、坡口V型切割等,极大提升了设备的适用范围。

升降观察门
切割区域匠心融入了升降式观察门,采用紧凑内嵌设计,完美融入空间布局,不增添丝毫额外占用。观察窗精选防辐射玻璃材质,确保操作人员在清晰直视切割过程的同时,享受全方位的安全防护。维护检修时,仅需简易推拉操作,即可顺畅无阻地触及设备核心区域,大大提升了维护效率与便捷性,实现了高效操作与便捷维护的完美平衡。

管材直角拼接无缝隙
管头经过坡口斜切处理,旨在确保两个管头在拼接时能够实现无缝对接,提升焊接便利性和产品外观质量。相比之下,若管头采用垂直切割而非坡口斜切,由于管材壁厚的存在,会导致拼接处产生突起,进而在拼接过程中引发干涉,形成拼接缝隙。

管材对接拼焊质量提升
管材端面采用坡口切割工艺,能精确形成Y型或V型坡口形状,这种设计极大地促进了填充焊接的便利性,确保在管材对接时焊接材料能充分渗透并牢固结合,从而显著提升焊接质量和接头的牢固度。

管材贯穿无缝贴合
在管材相互贯穿连接时,采用坡口工艺能依据管材贴合状态精确完成贯穿孔的坡口切割,确保拼接时无缝贴合,不仅显著增强焊接质量,还能提升产品的整体稳定度,这是垂直切割所无法比拟的。

样品展示




唯拓为您量身定制解决方案
现在提交您的需求,获取解决方案

[扫一扫公众号]

[扫一扫微信咨询]

[扫一扫关注抖音]