












全封闭式包围
 设备四周及顶部全部采用钣金防护,管材进出料区域均有防护帘防护,切割过程中的粉尘烟雾全部封闭在设备内部,进行有效的集中抽尘处理。同时隔绝激光辐射和规避机械运动伤害,保护人员安全。
设备四周及顶部全部采用钣金防护,管材进出料区域均有防护帘防护,切割过程中的粉尘烟雾全部封闭在设备内部,进行有效的集中抽尘处理。同时隔绝激光辐射和规避机械运动伤害,保护人员安全。

安全防护不留缺口
交换工作台间设计有隔板,工作台交换过程自动开启,交换完成后自动关闭,从而始终确保激光切割过程中,有效避免工作台间隙间激光的辐射和烟雾粉尘的弥漫,真正实现安全防护不留缺口。

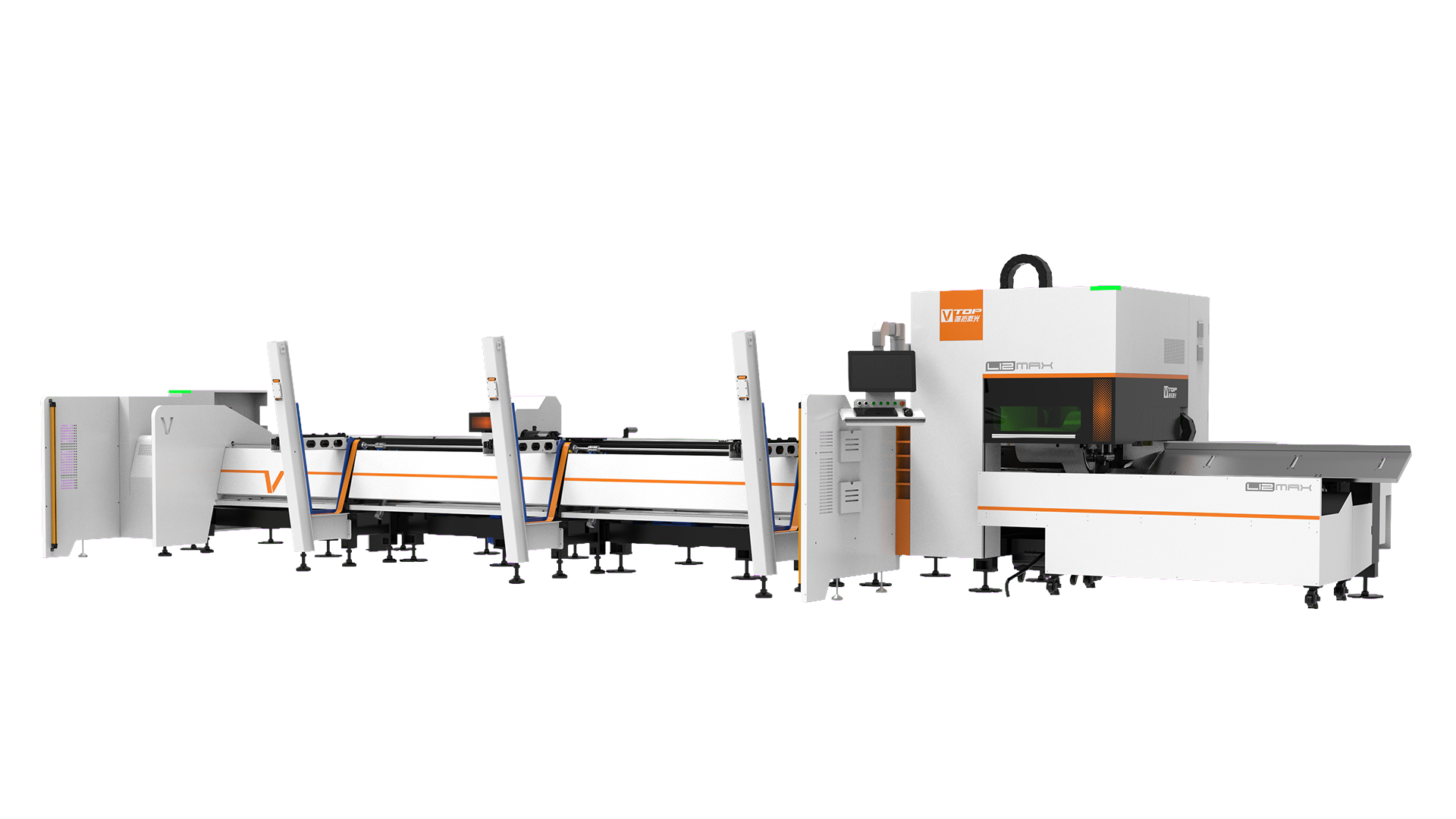
一机多能 高效灵活
设备展现了极高的功能集成度与灵活性。它不仅能够高效精准地完成各类板材的切割任务,凭借其管材切割能力,还能轻松应对圆管、方管乃至异型管的加工需求。这种一机多用的设计,使得设备能够灵活适应多样化的生产场景与加工要求。用户无需购置多台设备,即可满足广泛的加工需求,大大提高了生产效率和成本效益。

监控窗口 “看得见”的安全
监控窗口实时显示设备内部切割过程,操作人员观察范围更广,视角更灵活,出现紧急情况,操作人员第一时间发现并采取应急措施,保护人员或者设备安全。监控实时采集和保存监控画面,设备出现故障,可以结合保存的数据进行分析和处理,缩短故障排除时间,提升设备利用效率。

旋转操作台
旋转操作台采用灵活多向设计,支持全方位270度自由旋转,为操作人员提供了前所未有的灵活视角。这一特性不仅极大地方便了设备的调试与切割观察视角切换,还使得程序工艺的精细调整更加直观高效。

多方位布局
设备正前面的操作区域,设计有的超大观察窗,切割动态一目了然。设备侧面设计有独立的观察窗户,方便人员在机床侧面观察设备内部情况。

安全观察
观察窗户材质均采用符合标准的防辐射绿色玻璃,人员可以直接通过窗口观察内部情况,安全放心。

独立式电控柜
所有电控部分集中布局,同时集成了激光器(柜式)存放空间,功能区域化,密闭防尘,减少电路隐患,设备维护检修目标更集中,快捷方便。独立电控柜安装专用冷却空调,维持电控柜内部恒定温度,确保电器元件稳定工作,同时面对不同气温条件下,避免温差结露导致激光器严重故障,建立激光器的保护功能。

吹抽组合 除尘更有效
机床底部一侧气压向对侧吹,形成定向的气压气流,将激光切割过程中的粉尘烟雾,驱散到对侧抽尘窗口,同时可以及时减少切割时产生的烟雾粉尘的迅速扩散程度,吹抽组合方式相较于单一抽离方式除尘更有效。

分区抽尘 除尘更快
在超大密闭加工空间内,只有形成单一的抽尘窗口,从而形成气流高压差,才可以实现最快速度将烟雾粉尘抽离到设备外部。M6抽尘一侧设计为与激光切割头位置动态关联控制,即激光切割头切割的区域,该区域的抽尘窗口自动开启,其余关闭,与切割头位置实时关联,达到快速抽离烟雾粉尘效果。

废料收集
配备独立废料收集小车,减少废料处理频次,便捷拉出设计让人工处理更加轻松高效。同时,精心设计不占用设备额外的空间。

切管区域升降门
在切管区域中,匠心独运地融入了升降式安全卷闸门,该门采用紧凑而精巧的内嵌式设计,不占用任何额外空间,确保了工作区域的整洁与高效利用。此安全门的设计极为人性化,为操作人员提供了无障碍的进出通道,便于他们轻松进入切割区域进行设备的调试与维护工作。而在激光切割作业进行时,安全门能够迅速而有效地关闭,形成一道坚实的屏障,有效隔离激光切割产生的辐射以及潜在的机械伤害,为操作人员的人身安全提供了全方位的保障。

夹持有力
卡盘具备卓越的夹持性能,充分保证了管材的稳固夹持。同时,夹紧力支持可视化调节,用户可轻松调整夹持力度,确保小管薄壁在夹持过程中既稳固又不变形,为各种管材提供了安全、可靠的夹持解决方案。

灵活夹管 稳定可靠
后卡盘支持两种灵活的管材夹持模式。对于小管径的管材,采用外夹方式,确保夹紧力度均匀且稳定;而对于大管径的管材,则可以选择外撑模式,使夹持更加稳固可靠。

全行程夹持任意管型
全行程前卡盘的设计使得它能够一次性夹持各种形状的管材,极大提升了工作效率和适应性。卡盘具备可调节的夹紧力功能,管材夹持可根据实际需求进行精细调整,面对薄管重管夹持也可以轻松应对。

提升长管小管切割精度
在管材切割过程中,为确保精度并提升加工效率,精心设计了变径轮支撑系统。该系统能够紧密贴合并稳固支撑不同管径的管材,有效防止因管材自身重力导致的下垂变形,从而精准消除由此产生的切割误差。

高刚性横梁
横梁采用优质钢材制造,具有很高的刚性和稳定性,能够抵抗不同负载和切割热量,确保切割过程的稳定进行。横梁的精确设计保证了XY轴垂直度的准确性,即使长时间高速切割的精度依然得到有效保证。钢制横梁具有出色的耐磨和耐腐蚀性能,能够长期保持其性能和精度,延长设备的使用寿命。由于钢材具有优异的力学性能,横梁能够同时适配不同伺服电机、Z轴模块、切割头等负载需求。

坚固耐用精度可靠的床体
床体采用气保焊焊接方式,获得高强度、抗锈能力强、抗裂性好的焊缝,整体焊接缺陷变形小,表面质量美观。采用高温退火热处理工艺,消除焊接加工过程中在床体中产生的残留内应力,避免床体在后续加工及使用过程中发生变形,影响切割精度。采用龙门铣床对床身及工作台进行初步快速大进给切削,去除多余材料,为后续加工打造基础。

样品展示






唯拓为您量身定制解决方案
现在提交您的需求,获取解决方案

[扫一扫公众号]

[扫一扫微信咨询]

[扫一扫关注抖音]